您当前的位置:商助贸易宝 » 襄州商助贸易宝 »襄州产品 » 自动包装流水线厂家热线
自动包装流水线厂家热线
更新时间:2026-05-24 09:44:20 ip归属地:襄阳,天气:小雨,温度:22-27 浏览:1次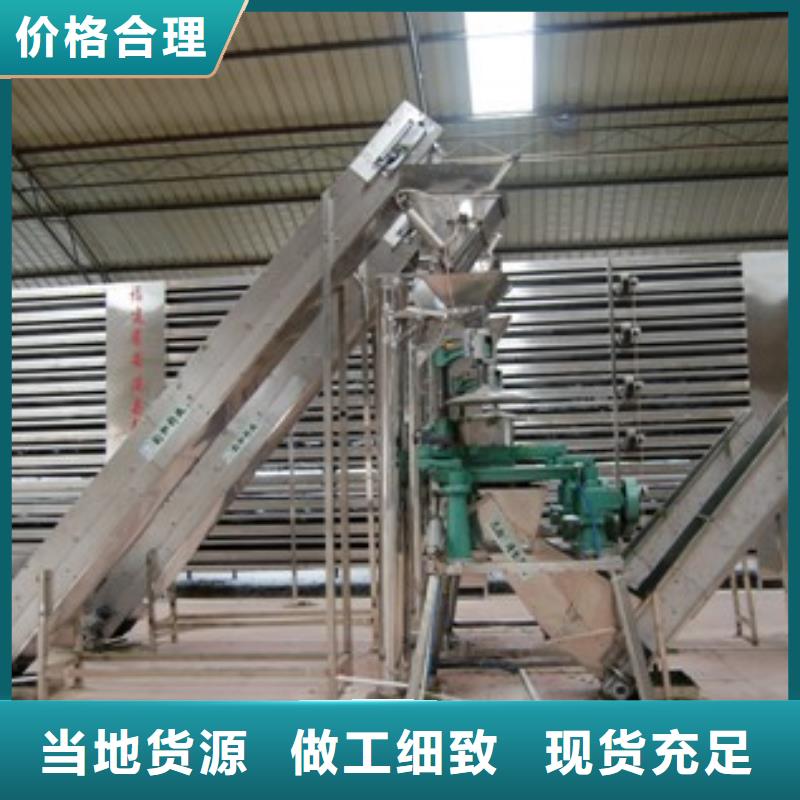



- 发布企业
- 依利达包装器材(襄阳市襄州区分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 热收缩包装机
- 所在地
- 佛山市禅城区南庄镇商业广场二座
- 联系电话
- 18762195566
- 手机
- 18762195566
- 联系人
- 陆经理 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:襄阳市襄州区自动包装流水线厂家热线的产品参数
【依利达】持续拓展产品矩阵,现有保康热收缩包装机精选优质材料、枣阳热收缩包装机生产型、襄城热收缩包装机订购、宜城热收缩包装机精品选购等,满足不同场景需求。自动包装流水线厂家热线,依利达包装器材(襄阳市襄州区分公司)为您提供自动包装流水线厂家热线的资讯,联系人:陆经理,电话:【18762195566】、【18762195566】。 湖北省,襄阳市,襄州区 2020年,襄州区地区生产总值728.22亿元,比上年减少0.97%。其中产业111.6亿元,比上年增长9.43%;第二产业304.59亿元,比上年减少7.86%;第三产业312.04亿元,比上年增长3.07%。一、二、三产业的比重15.32:41.83:42.85。地域财政收入19.26亿元,其中地方公共财政预算收入13.1亿元,地方公共财政预算支出68.21亿元。
想一睹自动包装流水线厂家热线产品的真实风采吗?我们的现场实拍视频将带您亲临现场,带你感受自动包装流水线厂家热线产品的独特之处!
以下是:襄阳襄州自动包装流水线厂家热线的图文介绍

襄阳襄州依利达包装器材有限公司是专业生产 热收缩包装机的大型生产企业。公司生产工艺先进、技术力量雄厚、装备精良、检测设备齐全。我们将不断奉献我们的勤劳与真诚,细心的完成每一件产品。诚信为本、互利共赢、和谐发展是襄阳襄州[公司恒久不变的追求与承诺。我们愿与您携手共同创造行业新高度!


多功能纸箱自动包装生产流水线详细介绍:? ??该自动包装生产线集自动开箱、自动封箱、自动打包等功能于一体,是新一代的自动包装线。应用范围广、占地面积小、操作简单、性能稳定。可大大减少劳动力,提高生产效率,降低生产成本。? ?可将各种待包物品在纸箱后包装过程中的空纸箱配送、纸箱成形、物品列整输送、机械手装箱、自动折盖上下封箱、工字角边封箱、批号打印、纸箱捆扎、直角?转向、纸箱#字捆扎、输送、机器人码垛、空托盘配送、实托盘输送、实托盘顶捆、实托盘水平捆扎、托盘缠绕、实托盘输出等作业全部实现自动化。
?同时还可根据客户包装需要的不同而进行个性化设计和制造。该纸箱自动包装生产流水线具有生产速度高、包装质量好、兼容性好性能稳定等优点,是一种机、电、仪、气、机器人一体化的高科技产品,适用于各种规格物品的纸箱包装流水线。




克服自动包装流水线里的输送带打滑现象,首先要找到打滑原因,方可采取有效解决措施。?? 在使用过程中,如果出现跑偏,则要作以下检查以确定原因,进行进行调整。输送带跑偏时常检查的部位和处理方法有:1、?检查托辊横向中心线与带式输送机纵向中心线的不重合度。如果不重合度值超过3mm,则应利用托辊组两侧的长形安装孔对其进行调整。具体方法是输送带偏向哪一侧,托辊组的哪一侧向输送带前进的方向前移,或另外一侧后移。2、检查头、尾机架安装轴承座的两个平面的偏差值。若两平面的偏差大于1mm,则应对两平面调整在同一平面内。头部滚筒的调整方法是:若输送带向滚筒的右侧跑偏,则滚筒右侧的轴承座应当向前移动或左侧轴承座后移;若输送带向滚筒的左侧跑偏,则滚筒左侧的轴承座应当向前移动或右侧轴承座后移。尾部滚筒的调整方法与头部滚筒刚好相反。 3、?检查物料在输送带上的位置。?物料在输送带横断面上不居中,将导致输送带跑偏。如果物料偏到右侧,则皮带向左侧跑偏,反之亦然。在使用时应尽可能的让物料居中。为减少或避免此类输送带跑偏可增加挡料板,改变物料的方向和位置??



您是想要在襄阳市襄州区采购高质量的自动包装流水线厂家热线产品吗?依利达包装器材(襄阳市襄州区分公司)是您的不二之选!我们致力于提供品质保证、价格优惠的自动包装流水线厂家热线产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:陆经理-【18762195566】,地址:《佛山市禅城区南庄镇商业广场二座》。